G5 Flex Assembly
Assembly of G5 Nema8 is largely the same although installation of the worm gear and NEMA8 motor is slightly different and completed after fitting the G5 to the printer or mounting adapter plate.
Step 3 – G5 Flex assembly
Parts required
- Assembled Layshaft (from previous step)
- Printed parts (Base, Top, Cap, Tension Arm)
- MR95 bearings x 3
- Tension bearing axle
- M2.5 x 30 cap haead bolts x3
- M2 x 10 button head bolt
- 40mm length of PTFE tube (2mm ID 4mm OD – supplied but not shown)

3.1 If you are using FDM and SLA self printed parts, check they are clean from any stray filament strings or other unwanted plastic that may be present after printing them.
If using SLA parts, ensure they are correctly cured.
If using SLS parts please inspect them before assembly.
Pass a 2.5mm drill bit through the holes in the extruder base and top as indicated. Also use a 2mm drill bit to clear the hole for the tension arm bolt and filament guide hole.

3.2 Use the 2mm drill on both the extruder base where the tension arm is to be fitted, and on the arm itself to allow the bolt to pass through easily during assembly.
3.3 Insert one MR95 bearing into each of the extruder base and top plastics as shown. These should be a light snug fit if the parts have been printed as required. Please see this link for printing the parts correctly.

3.4 Once you have inserted the bearings, place the assembled layshaft into the extruder base to pre-check for fit and that it sits in the base correctly. When in place, the layshaft assembly should turn freely.

3.5 Before going further we check fit of parts by placing the extruder top onto the base with the layshaft in place. Check that the top and base plastics come together cleanly. This applies mainly to FDM/SLA self printed parts, but is also worth confirming for SLS parts.

3.6 Once the parts are confirmed as fitting correctly, remove the top so that we have only the base with the layshaft again.
3.7 Open the Magnalube pillow pack and carefully apply a small amount of lube to the wheel gear. Take care to apply the grease sparingly to all the teeth around the wheel gear as shown in the image below. You will need only a very small amount of lube to cover all the teeth as shown.
NOTE: without the worm gear in place, we can use the extruder base to act as a stand to support and turn the wheel gear while applying the Magnalube all the way round.


3.8 After applying Magnalube to all teeth around the wheel gear, insert the worm gear and push it fully home into the lower worm bearing within the base. The spiggot on the end of the worm gear will press fit into the lower (MR95) worm bearing.

3.9 Fit the extruder top back on, making sure to check the upper worm bearing remains place while doing so.
3.10 If you are using one of the optional caps for the flex version, fit the cap on top of the extruder, and insert the 3 x M2.5×30 bolts.
NOTE: Once the main assembly is complete, using the supplied M2.5 nuts or heatserts will help keep the assembly together whilst fitting the tension arm, prior to installation on the printer.
3.11 To assemble the tension arm, put the bearing axle into the last MR95 bearing as shown below and clip it into the tension arm.


3.12 Fit the tensioner onto the extruder assembly and insert the M2x10 button head screw as shown to keep the tensioner in place.


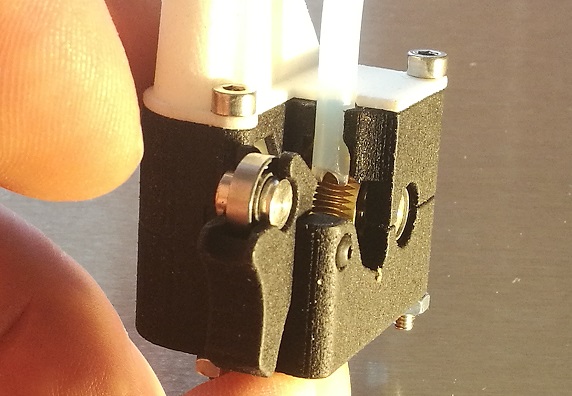
3.13 Final step on the G5 assembly is to prepare and fit the PTFE filament guide.
Using a sharp blade cut the the PTFE tube at one end as shown to create a double chamfer / pointed end. Insert this into the G5 assembly as shown below.


3.14 Once the G5 has been assembled use the flex shaft to confirm that everything has been assembled correctly and the drivetrain turns freely without restriction.
Insert the flex-shaft into the worm gear as shown above and spin the shaft between your fingers. Movement should be smooth and free running, as though it feels like it is running on ball races (which of course it is).
Assembly is now complete and your G5 is ready for installation onto your 3D printer.